Nástroje pro zpětné srážení hran / zpětné zahlubování / zpětné odjehlování ...


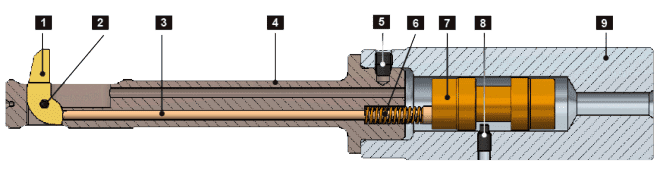


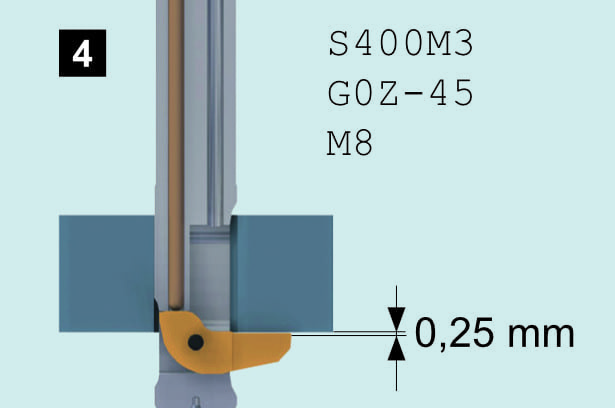
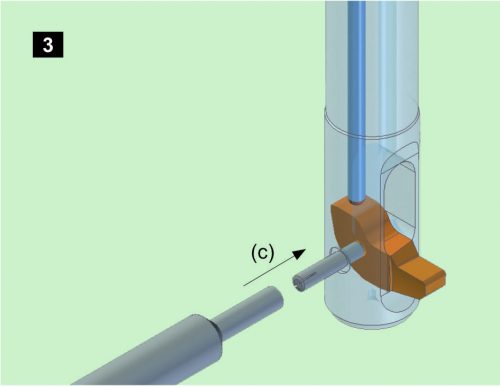
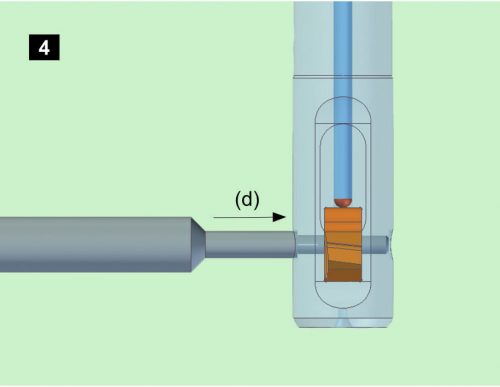

Nabídka nástrojů pro vrtání hlubokých otvorů a jejich následného opracování …
© 2008 - 2026 Všechna práva vyhrazena. |
Na našich webových stránkách používáme soubory cookie, abychom vám poskytli co nejrelevantnější služby tím, že si zapamatujeme vaše preference a opakované návštěvy. Kliknutím na tlačítko "Přijmout vše" souhlasíte s používáním VŠECH souborů cookie. Můžete však navštívit "Nastavení souborů cookie" a poskytnout kontrolovaný souhlas.
Manage consent
Přehled ochrany osobních údajů
Tyto webové stránky používají soubory cookie ke zlepšení vašich zkušeností při procházení webových stránek. Z nich jsou ve vašem prohlížeči uloženy soubory cookie, které jsou klasifikovány jako nezbytné, protože jsou nezbytné pro fungování základních funkcí webových stránek. Používáme také soubory cookie třetích stran, které nám pomáhají analyzovat a pochopit, jak tyto webové stránky používáte. Tyto soubory cookie se do vašeho prohlížeče ukládají pouze s vaším souhlasem. Máte také možnost se z těchto souborů cookie odhlásit. Odhlášení od některých z těchto souborů cookie však může ovlivnit vaše prohlížení.
Nezbytné soubory cookie jsou naprosto nezbytné pro správné fungování webových stránek. Tato kategorie zahrnuje pouze soubory cookie, které zajišťují základní funkce a bezpečnostní prvky webových stránek. Tyto soubory cookie neukládají žádné osobní údaje.
Jako nepotřebné soubory cookie se označují všechny soubory cookie, které nemusí být pro fungování webových stránek zvláště nezbytné a používají se zejména ke shromažďování osobních údajů uživatelů prostřednictvím analytiky, reklam nebo jiného vloženého obsahu. Před spuštěním těchto souborů cookie na vašich webových stránkách je nutné získat souhlas uživatele.